D-MDR 3000 Dynamic Moving Die Rheometer
Using an advanced displacement sensor, the mid-tier dynamic moving die rheometer provides greater result sensitivity for rubber characterization .


Advanced Features & Applications
- Patented MonTech wearless direct torque drive motor ensuring highly precise, stepless variable movement of strains, frequencies and controlled sequences.
- Furnished with intelligent transducer technology for the highest measurement precision
- Highly accurate angular displacement sensor with precision of 0.000001°
- Pre-programmed dynamic tests
- Rugged 3000 series machine frame for the most stable readings in laboratories or the harshest production environments
- Fanless and sealed housing, preventing debris from entering critical systems
- Includes MonControl LIMS instrument management software
- Many optional modules for advanced testing routines
Advanced Modules
- Linear Automation
- Tray Automation
- MCool 10 Chilled Air Cooling
- MCool -40 Chilled Air Cooling
- Die Cavity Pressure Measurement System
- Die Cavity Pressure Control System
- High-Speed Data Acquisition System
Linear Automation
Easily improve productivity.
Linear automation systems are ideal for online testing, utilizing a fast and reliable direct conveyor feeder with the lower film as a transportation carrier.
5 or 10 Samples.
Ideal for online automated testing, this system features automated sample loading and unloading with a linear queue of either 5 or 10 test samples at a time.
Linear automation systems are always the preferred choice for very sticky materials such as silicones or glue that sample loading arm systems might not be able to handle.

Tray Automation
Maximum Efficiency
Tray automation systems allow users to queue larger amounts of samples and leave the testing system running totally unattended over long periods. With MonTech's patented direct sample hadling system, sample placement accuracy and test result repeatability is significantly increased. Samples are handled and monitored by a high-volume vacuum system, ensuring perfect sample pickup, transporation and drop-off - even for less than ideal test samples.
24, 48, or 100 Samples Tray
This system features automated sample loading and unloading with a direct tray-to-chamber handling system.

MCool 10 Chilled Air Cooling
Integrated cartridge cooling system that separates the provided air streams into cold (-45°C) and hot (+110°C) fraction to enhance the performance of the machine compared to the standard pneumatic cooling system. This system is especially suitable for testing at or below room temperature in order to provide the most accurate test results as well as correlations with final product application environments. This system is highly recommended for dynamic testing and a must for testing in the ambient temperature range.
The vortex tubes are installed in line with the standard pneumatic cooling system.
The operation principle of the MCool 10 cooling system is very simple:
- Air is accelerated and separated in cartridge centrifuges.
- Afterwards the cold fraction of the air is used for separate cooling of both test dies down to +8°C.
- Only a forced air supply with at least 4 Bars is required — there are no additional chillers or cooling liquids needed. (performance of the cooling systems depends on supplied air)
This technology is patented worldwide by MonTech.
MCool -40 Chilled Air Cooling
The advanced cooling system features a liquid cooling system with an external chiller unit. The cooling system works as an addition to the pneumatic cooling system. If lower temperatures are required, the chiller unit will begin cooling down the dies to as low as -40°C. Both dies are separately chilled and cooled by the external unit connected to the instrument. The liquid cooling system is able to run anything from sample curing down to glass transition testing.
The heating system of the dies remains unchanged; instruments equipped with this chiller unit maintain the functions of a Moving Die Rheometer or Rubber Process Analyzer.
This technology is patented worldwide by MonTech

Die Cavity Pressure Measurement System
The system includes a combined force / torque transducer and a 2-channel amplifier system for real-time simultaneous measurements of torque and force. This system measures the normal force to calculate pressure within the rheometer's die cavity. The force transducer and amplifier are balanced automatically before each test. Measuring the pressure and torque simultaneously is an easy way to quantify the expansion/contraction of the compound before, during, and after vulcanization.
Die Cavity Pressure Control System
With this option, cavity pressure can also be controlled either to a programmed or an on-line calculated pressure level. The closing force and die gap are designed as a variable, independent axis so that the cavity pressure can be controlled. This system is especially suitable for test sequences that include curing and a cool-down of the sample for a dynamical mechanical analysis. This system can be utilized to compensate for material shrinkage to avoid any slippage in the test chamber. This technology is patented worldwide by MonTech.
High-Speed Data Acquisition System
The high speed DAQ option offers unique result stream resolution as well as an ultimate level of precision for the torque signal and motor position. Both channels are sampled and processed simultaneously with 24 Bit resolution at a data rate of 180KHz. All data streams are provided on the PC and calculated online in realtime kernel. It is also possible to save the raw data streams to the PC’s memory. This makes the system especially suitable for FT-Rheology purposes as well as applications that require precise analysis of material responses in any harmonic.
Technical Specifications
Standards | ISO 13145 | ISO 6502 |
Die Configuration | Biconical, closed die system, sealed |
Die Gap | 0.45 mm nominal, variable die gap and closing force optional |
Sample Volume | approx. 4.5 cm3 |
Drive System | Direct, wearless servo drive system with ceramic bearings |
Closing System | Soft closing to prevent foil rips and damage of test sample |
Oscillation Frequency | 0.001 Hz to 100 Hz (0.05 to 6000 cpm) |
Oscillation Strain | +/- 0.001° to 180° (+/-0.014% to 2516%) |
Torque Range | 0.001 to 250 dNm |
Normal Force / Pressure (opt.) | 0 to 10.000 kPa (1.450 lbin), Auto tare |
Temperature Control System | Ambient to 232°C, precision +/-0.03°C |
Temperature Check System | Recordings of the temperature gradient on the screen, microprocessor monitored |
Measured Data | Torque (dNm, lbf.in, kgf.cm), Temperature (°C, °F), Pressure (bar, kg per cm²), Time (min - min / min - sec / sec), Shear rate (1/s, rad/s), Cure rate (1/min, 1/sec) |
Calculated Data | S΄, S˝, S*, G΄, G˝, G*, tan δ, η΄, η˝ and η* S΄ |
Subroutines | Isothermal, non-isothermal, timed, temperature sweep, strain sweep, frequency sweep, shear rate sweep, multi sweep, relaxation, retardation, hysteresis, tension tests, LAOS, more... |
Data Interface | Ethernet (10/100 MBit), USB (int.), CF card (int.), RS232 (opt.) |
Data Points | Over 3500 data points available for each static subtest; Including S‘ Min, S‘ Max, TS 1, TS 2, TC 10, TC 30, TC 50, TC 90; Integrated, automatic reporting features for dynamic tests |
Pneumatics | min. 4.5 Bar / 60 psi |
Electrical | 200-240 V, 6 Amps, 47-63 Hz, Single phase |
Dimensions (H x W x D) | 59.84 in x 26.77 in x 23.62 in (152 cm x 68 cm x 60 cm) |
Instrument Options | - Instrument control panel with 5" touchscreen display and printer |
View Applications
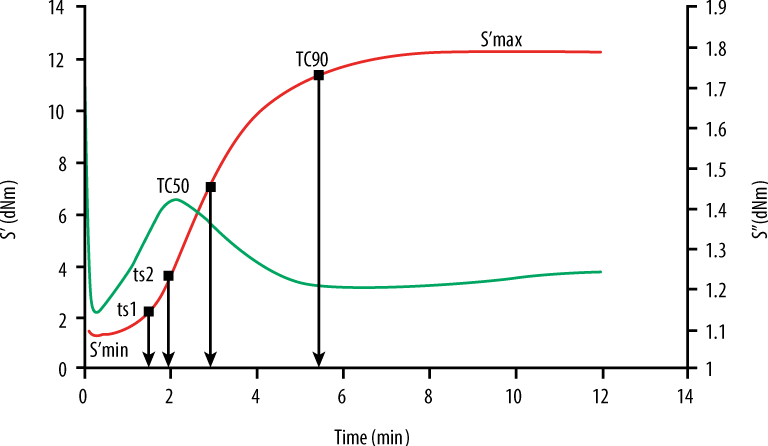
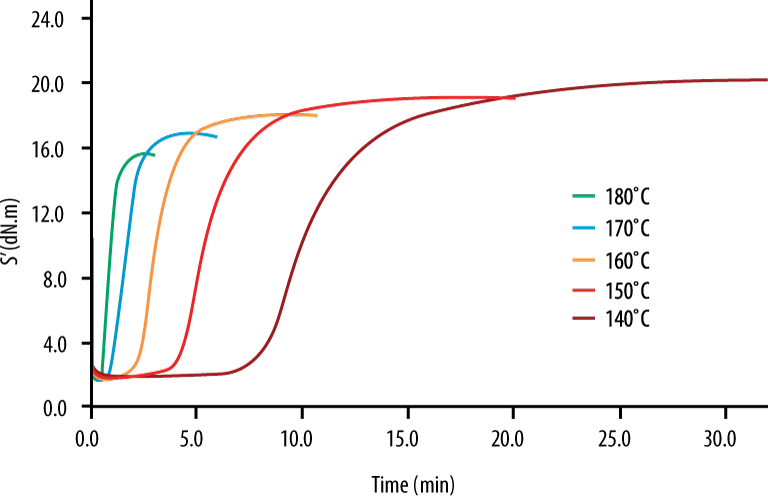
- Isothermal Cure
Isothermal cure experiments are the most common quality control test in rubber and elastomer processing. With over 3500 data points available on MonControl, all characteristics including minimum / maximum elastic torque, scorch times, cure times and reaction rates are precisely calculated.
Pass / fail statuses and tolerance gates can be easily set and evaluated with each test.
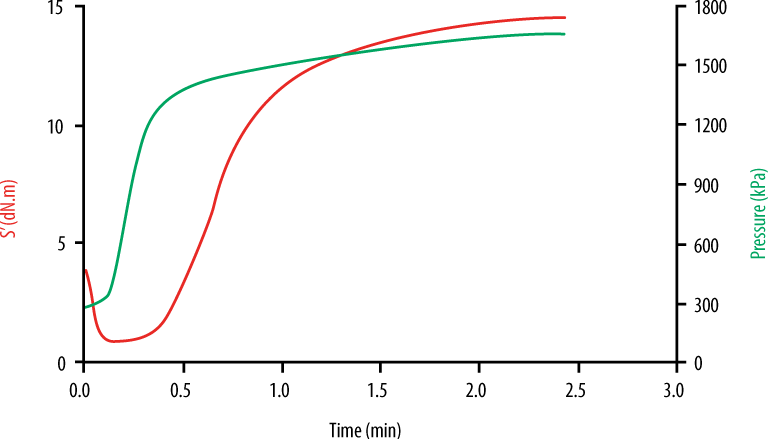
- Cure with Simultaneous Sponging / Foaming / Blowing Reaction
Taking place during the curing process, foaming reactions produce cellular membrane-like structures within mixes and are vital part of compound development. The cellular matrix created during the foaming reaction reduces density, increases thermal and acoustic insulation, and affects the stiffness of the mix.
MonTech rheometers are optionally equipped with a precision normal force transducer in the die cavity. This advanced transducer reveals interrelations between the simultaneous cure and foaming reaction.
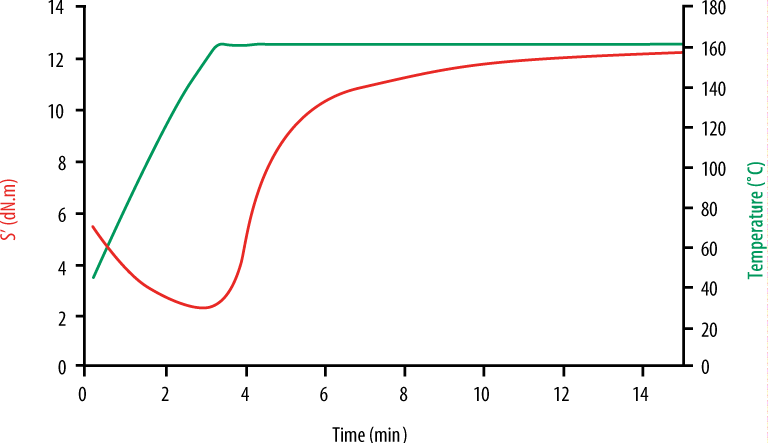
- Non-Isothermal Cure
MonTech MDRs and RPAs can be programmed to follow any non-isothermal temperature profile to simulate mixing, milling, extrusion, compression molding, injection molding and storage conditions.
Non-isothermal test sequences are executed in a single test and can be included with other dynamic tests for the most accurate data discerning material behavior.
- Advanced Cure Kinetics Modeling
Test data from similar static or dynamic test sequences executed at different temperatures are evaluated and modeled for an advanced cure kinetics analysis.
Information acquired includes: Reaction Rate, Order of Reaction (n), Rate Constant (k), Activation Energy (E) and Incubation Time (ti).
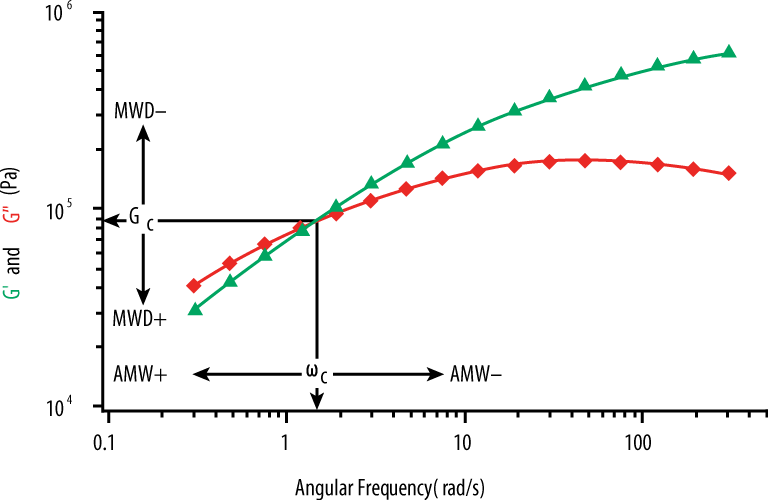
- Frequency Sweep Material Analysis
Isothermal frequency sweeps provide detailed analysis on the molecular weight distribution MWD (crossover modulus) and the average molecular weight AWM (crossover frequency) for any elastomeric compound. Based on the frequency and given temperature during a test, mechanical properties can be easily predicted.
MonTech has incorporated additional advanced testing capabilities such as the Time-Temperature Superposition principle (TTS). MonTech rheometers can be used for WLF master-curve modelling, to predict material performance at temperatures and frequencies outside the normal range.
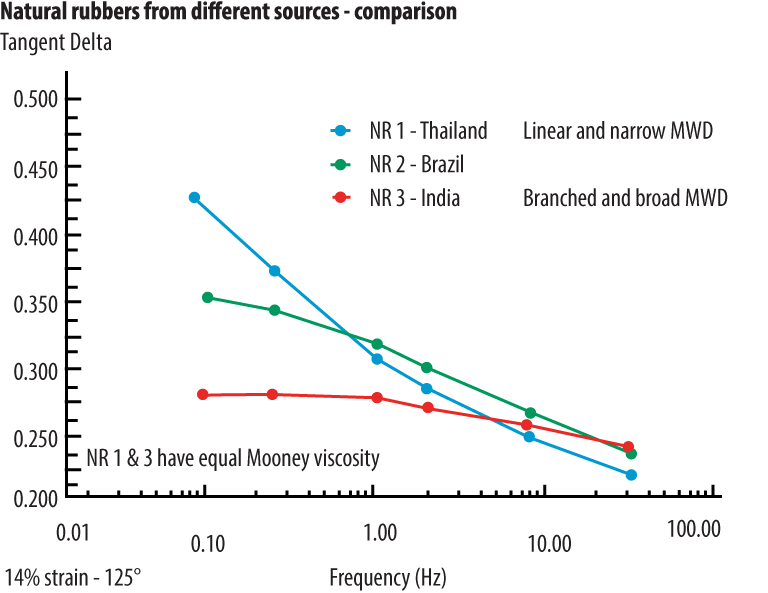
- Structural Characteristics and Processability
Structural characteristics of elastomeric compounds influence material behavior during processing and final product performance. In order to simulate various processing methods or evaluate material states, tests are performed in the linear or non-linear viscoelastic range. MonTech dynamic rheometers conduct frequency sweeps over a large shear range to reveal substantial material characteristics pertaining directly to processability.
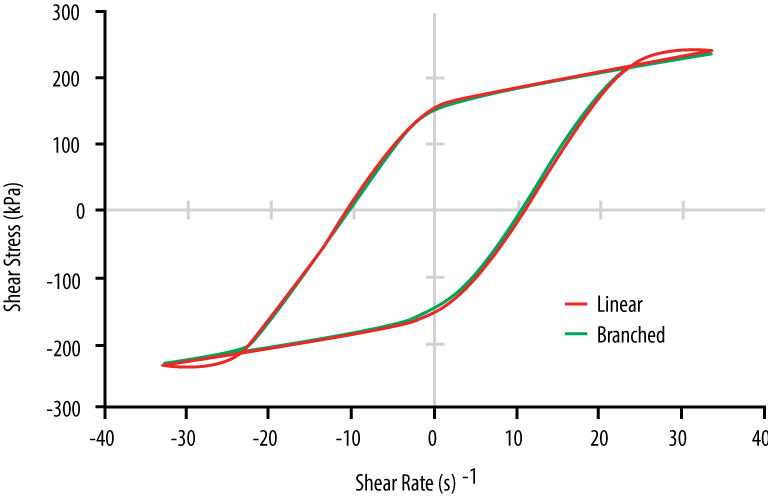
- Non-Linear Material Response at High Strain
Dynamic oscillatory shear tests, commonly known as small-amplitude (SAOS) and large-amplitude (LAOS) oscillatory shear tests, are an effective method for measuring viscoelastic properties of rubber compounds or polymers – an integral part of discerning material response in processing operations.
MonTech Rheometers can be equipped with a High-Speed Data Acquisition System. This enables Fourier transformation analysis of the periodic data, including full raw data access, for research into viscoelastic behavior. By using LAOS testing, the material stress response is easily quantified enabling a fuller understanding of filler content, structure, and polymer architecture.
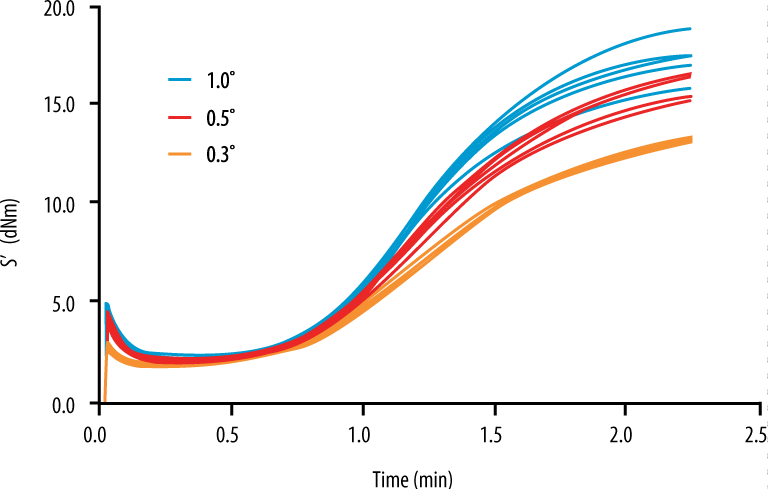
- Isothermal Curing at Variable Strain
MonTech Rheometers provide precise test results at variable oscillation angles for ideal strain amplitude, optimal signal-to-noise ratio, while avoiding any structural breakdown or slippage of the sample in the die cavity.
The variable oscillation angle can be set according to the needs of the compound. For example, a higher oscillation angle may better distinguish differences between batches of soft materials, such as silicones or epoxy resins. While a lower oscillation angle used with stiff materials may improve variability by minimizing strain induced damage beyond the linear viscoelastic range.
- Structural Breakdown of Rubber Compounds - Process Simulation
Processing simulation is a powerful tool that can be used to shorten R&D times and aid with mixing quality control.
MonTech Rheometers provide simulation capabilities for almost any possible production process, providing irreplaceable data for developing rubber compounds, by simulating manufacturing processes and environments.
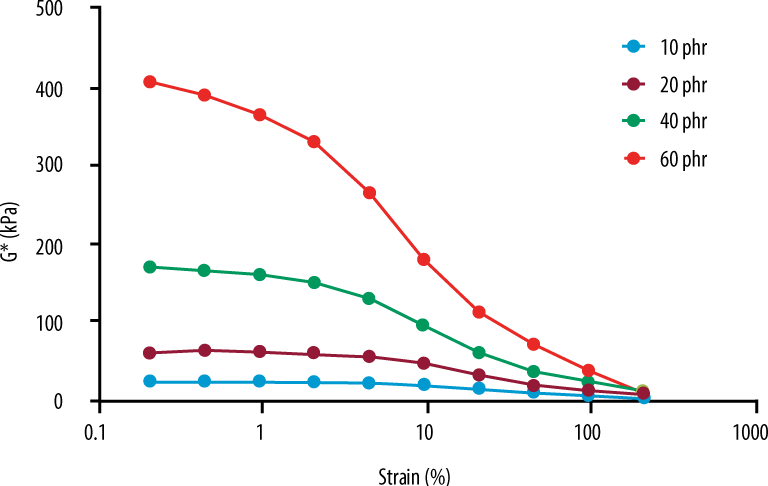
- Strain Sweep for Filler Loading "Payne-effect"
The Payne Effect testing measures the stress-strain behavior of tested materials. Physically, the Payne effect can be attributed to deformation-induced changes in a material’s microstructure, i.e. to breakage and recovery of weak physical bonds linking adjacent filler clusters.
By discerning the relationship between modulus and strain in the low strain/high strain areas, users can quantify filler loading, dispersion, and filler-filler interactions. The resulting material characterizations directly impact dynamic stiffness, damping behavior, and final product performance.
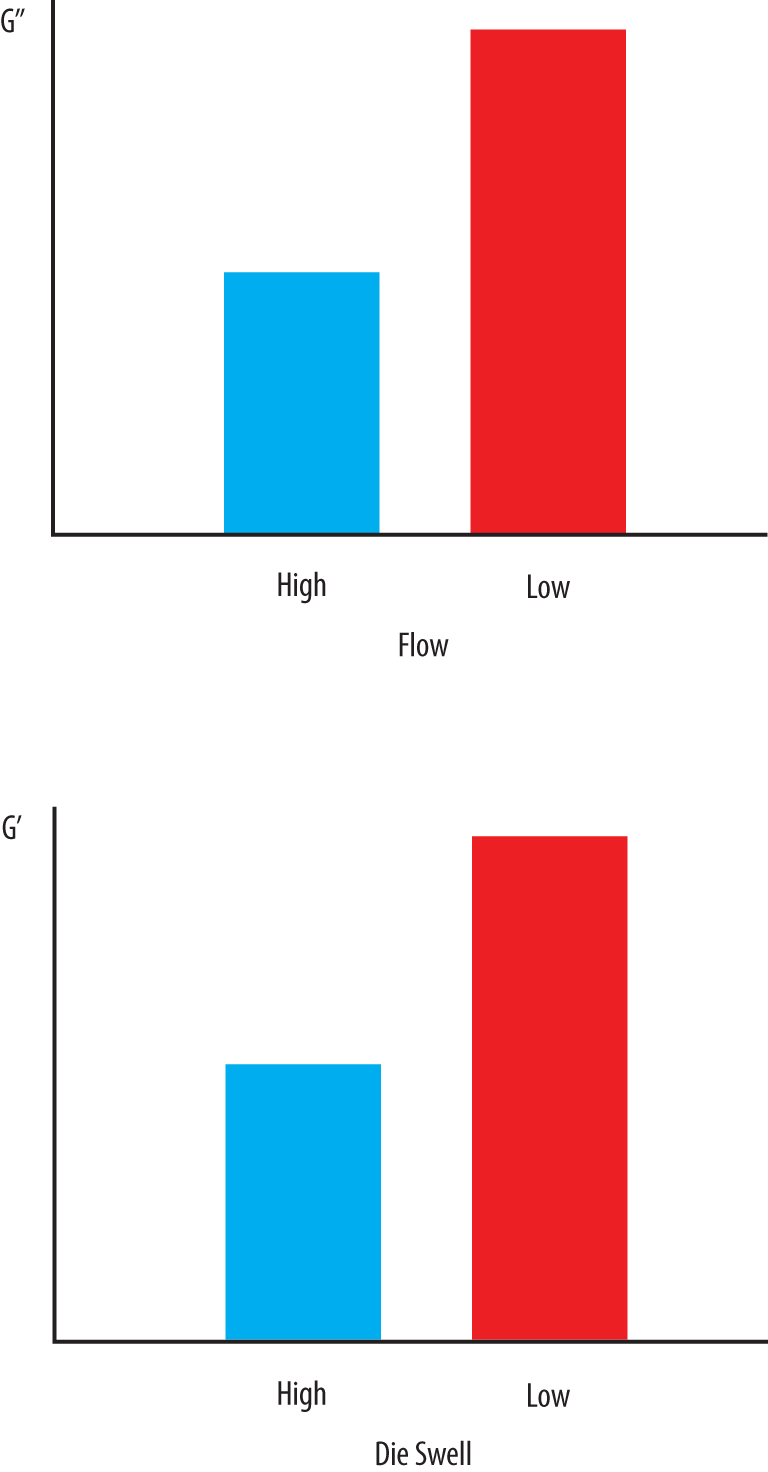
- Prediction of Processability: Extrusion
Good processing performance is influenced by three main criteria: throughput flow, die swell and surface finish.
The flow will be controlled by the viscosity of the rubber. The shear rate from an extruder and extrusion die can easily be calculated and used as the specific test parameters in a Rubber Process Analyzer test setup. A low viscosity will mean that rubber will easily flow through the extruder with low die pressure. Once the rubber is extruded it is required to be in the correct size.
When leaving the die, the elastic nature of the compound will cause the rubber to expand, resulting in die swell. MonTech Rubber Process Analyzers can obtain the storage shear modulus G' at high strains (typically 100%) allowing an excellent prediction of die swell.
The surface finish of the extrudate is required to be smooth, and not rough. Roughness tends to occur when a stick-slip resonance occurs between the speed of the extruder and the elastic response of the compound. Testing at variable shear rates using a frequency sweep allows the comparison of compounds that extrude with smooth and rough finishes, revealing processing differences.
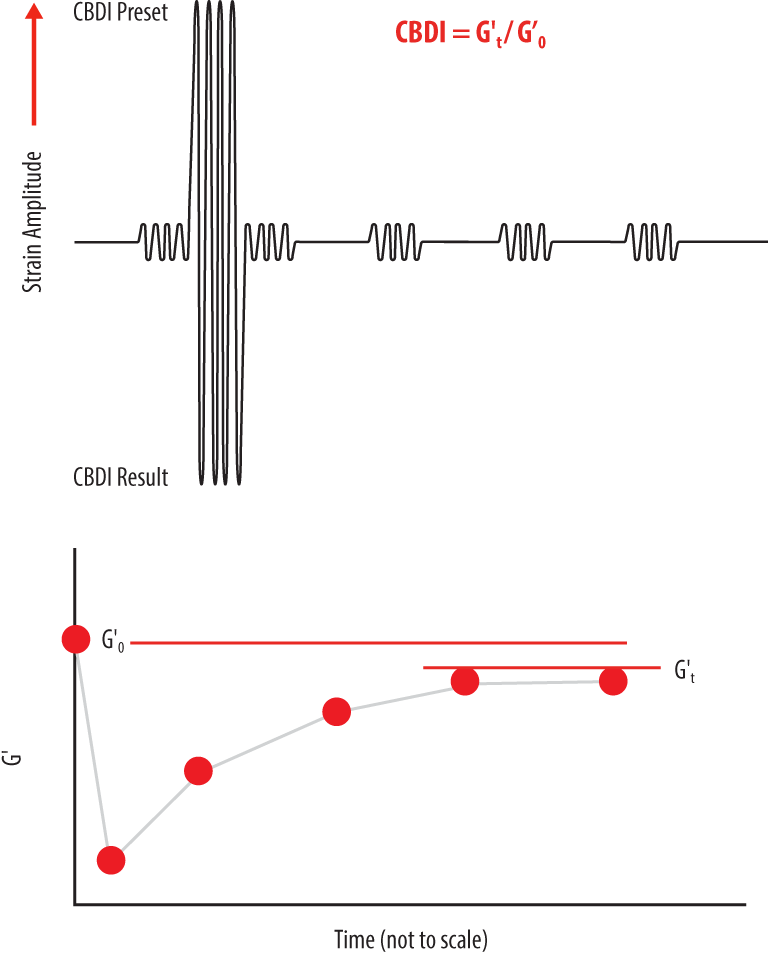
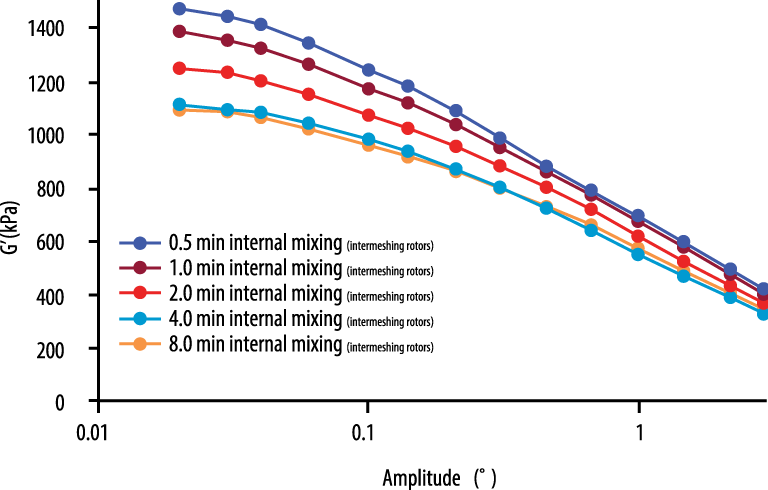
- Mechanical properties: Carbon Black Dispersion
In filled rubber compounds, carbon-black particles form a network of mutually interactive agglomerates that can be measured and quantified using a simple D-RPA 3000 Matrix test.
Storage shear modulus (G’) results at low strains (e.g. +/- 1%) are typically high and get reduced after a larger strain amplitude (e.g. +/-50%) is applied for a short period of time. With lower strain amplitudes applied over time, the reduced Storage shear modulus (G’) will partially recover. This effect relates to a breakage of the Van der Waals forces linking the agglomerates and their partial recovery over time.
The extent of recovery of the Storage shear modulus (G’) directly relates to the Dispersion Rating (DR) of the rubber compound. If the carbon black is poorly dispersed, the recovery of the Storage shear modulus (G’) will be much lower, indicating a weaker filler structure and reduced mechanical performance properties.