MDR 3000 Professional
Entry-Level Dynamic Rubber Rheometer
Entry-Level dynamic rheometer enabling advanced testing of rubber viscoelastic properties.
The MDR 3000 Professional serves as an entry-level RPA, giving users greater insight into processing indicators, changes to molecular properties, cured material performance and much more. Suitable for in-line / lab quality control or R&D applications, the unit accomplishes standard ASTM tests with ease, while having the capability to perform more advanced production testing as well. The MDR 3000 Professional is perfect for most common testing applications – and then some.


Motor Matters
The heart of every dynamic rheometer is its motor. Our patented Direct Drive Motor sets us apart from the competition; designed exclusively for specialized applications, it enables the highest precision and largest dynamic range of any dynamic rheometer. Featuring low friction ceramic bearings, an unbeatable data resolution, and a high-torque gearless actuator, our motor proudly stands out as the best with zero failures globally.
- Oscillatory Strain: 0.001 – 90 ° Arc
- Oscillatory Frequency: 0.001 Hz to 33 Hz (0.001 Hz to 50 Hz optional)
Load. Test. Remove. Repeat.
Automation should make your life easier, not harder. Production laboratories with high testing throughput depend on reliable automation to match the number tests to accomplish. Engineered robotics, or linear film feeding, guide the sample with ease onto the die cavity where testing may commence. Once the test is finished, the outhaul conveyor effortlessly removes the sample from the die area, making way for the next test.
Automation Types:
- Tray Autoloader: 24, 48 or 100 samples per tray
- Linear Autoloader: 5 or 10 sample linear feeding
Industrial Electronics That Endure. Controls That Deliver.
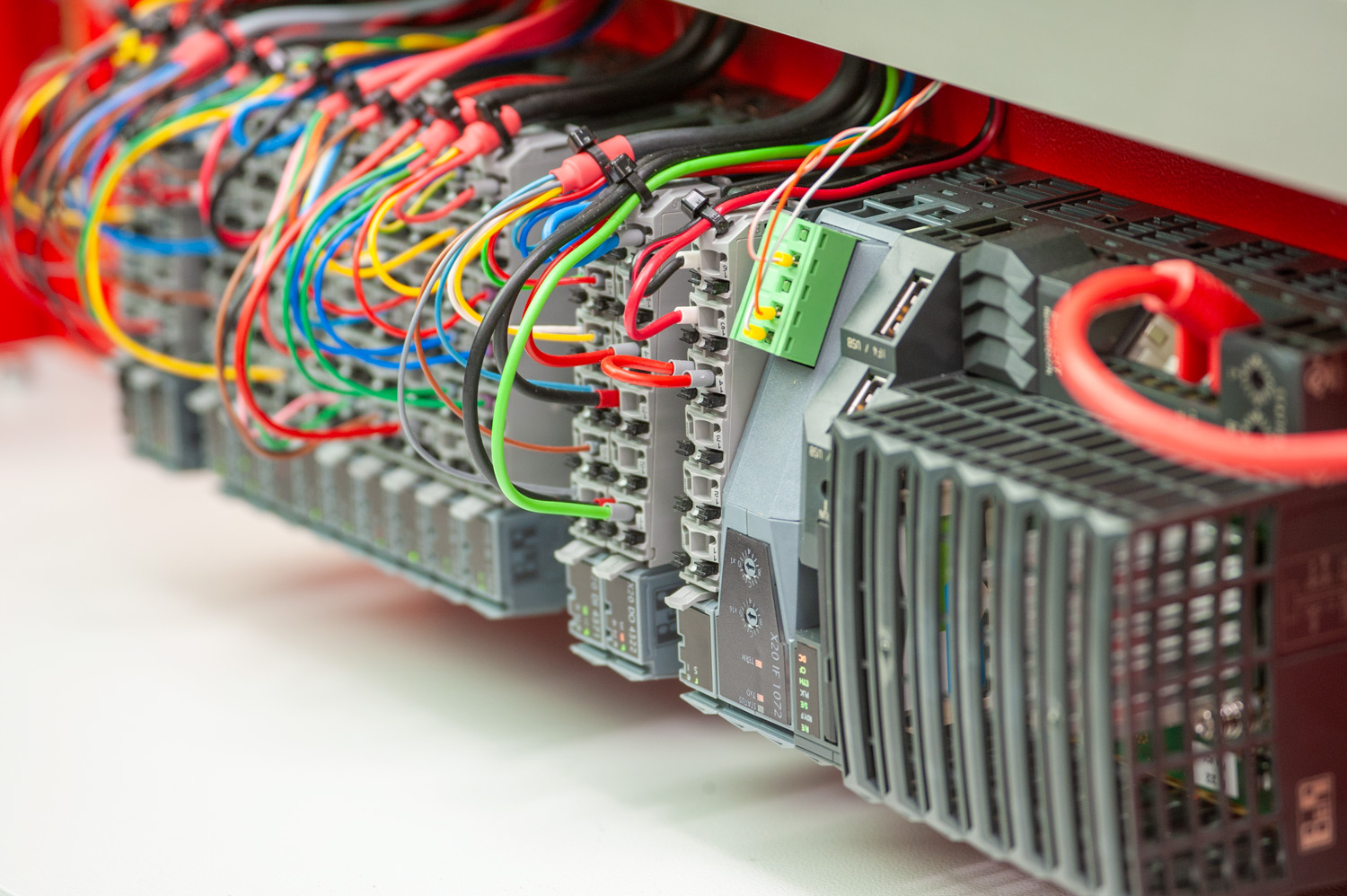
The leaders in rubber product manufacturing demand the highest standard in industrial electronics. The MDR 3000 Professional’s PLC controls all functions in the instrument, from operation to data recording. Designed by one of the top three European producers of industrial PLCs, the MDR’s PLC is considered an industrial standard across high-tech industries and advanced automation applications. It’s fully digital with no analogue signal processing. If something goes wrong, its modular design enables quick replacements if necessary and is available for remote diagnostics.

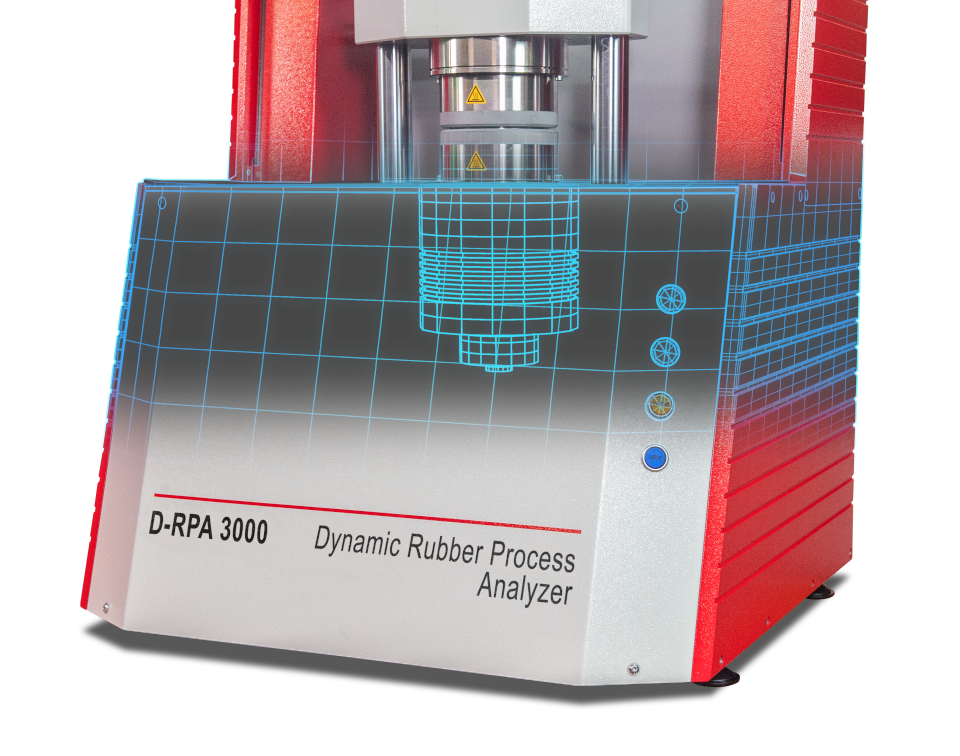
Frames Engineered
for Accuracy
The machine frame plays a major role in the long-term accuracy and stability of MDR data. Each MonTech MDR 3000 Professional frame is built from aerospace grade aluminum and stainless steel including an 80 mm thick baseplate, 50mm pullrods, an 80 mm crosshead and 20mm thick side panels. This results in a superior frame stiffness which significantly improves repeatability, correlation, reduces damping abilities in high-frequency tests, all the while reducing the signal-to-noise ratio.
Fan-less Design: The frame’s design mitigates any form of potential heat build-up in the electronics cabinet. With no need for fans, and the frame’s sealed housing, carbon black contaminated electronic failures are a challenge of the past.
Technical Specifications
Standards | ISO 13145 | ISO 6502 |
Die Configuration | Biconical, closed die system, sealed |
Die Gap | 0.45 mm nominal |
Sample Volume | approx. 4.5 cm3 |
Drive System | Direct, wearless servo drive system with ceramic bearings |
Closing System | Soft closing to prevent foil rips and damage of test sample |
Oscillation Frequency | 0.001 Hz to 33 Hz (0.001 to 50 Hz optional) |
Oscillation Strain | +/- 0.01° to 20° (+/-0.01% to 90° optional) |
Torque Range | 0.001 to 250 dNm |
Normal Force / Pressure (opt.) | 0 to 10.000 kPa (1.450 lbin), Auto tare |
Temperature Control System | Ambient to 232°C, precision +/-0.03°C |
Temperature Check System | Recordings of the temperature gradient on the screen, microprocessor monitored |
Measured Data | Torque (dNm, lbf.in, kgf.cm), Temperature (°C, °F), Pressure (bar, kg per cm²), Time (min - min / min - sec / sec), Shear rate (1/s, rad/s), Cure rate (1/min, 1/sec) |
Calculated Data | S΄, S˝, S*, G΄, G˝, G*, tan δ, η΄, η˝ and η* S΄ |
Subroutines | Isothermal, non-isothermal, timed, temperature sweep, strain sweep, frequency sweep, shear rate sweep, multi sweep, relaxation, retardation, hysteresis, tension tests, LAOS, more... |
Data Interface | Ethernet (10/100 MBit), USB (int.), CF card (int.), RS232 (opt.) |
Data Points | Over 3500 data points available for each static subtest; Including S‘ Min, S‘ Max, TS 1, TS 2, TC 10, TC 30, TC 50, TC 90; Integrated, automatic reporting features for dynamic tests |
Pneumatics | min. 4.5 Bar / 60 psi |
Electrical | 200-240 V, 6 Amps, 47-63 Hz, Single phase |
Dimensions (H x W x D) | 59.84 in x 26.77 in x 23.62 in (152 cm x 68 cm x 60 cm) |
Instrument Options | - Instrument control panel with 5" touchscreen display and printer |
Request a Quote
Experts in Lab Equipment:
The fastest growing rubber testing equipment manufacturer.
13,000 instruments delivered since 1998.
Leaders in Innovation:
Labs evolve.
So should technology in the instruments.
The Team You Can Count On:
Speak to real people who understand your account.
Every time.
Dedicated Support:
Service, software and applications specialists are on standby.
And on your time zone.
Quality Forward:
ISO / IEC 17025 Accredited
ISO 9001:2015 Certified